The Department of Energy (DOE) recently announced a Phase III, $25 million award to Sandia National Laboratories to build, test and demonstrate a next-generation Concentrating Solar Thermal Power (CSP) plant at the National Solar Thermal Test Facility (NSTTF) in Albuquerque, New Mexico. The award was announced on March 25 during a “100% Clean” webinar by DOE Secretary Granholm, and is part of a $70 million multi-year DOE Generation 3 CSP Systems (Gen3 CSP) program that began in 2018. Watch the DOE CSP video that Secretary Granholm used to illustrate the technology.
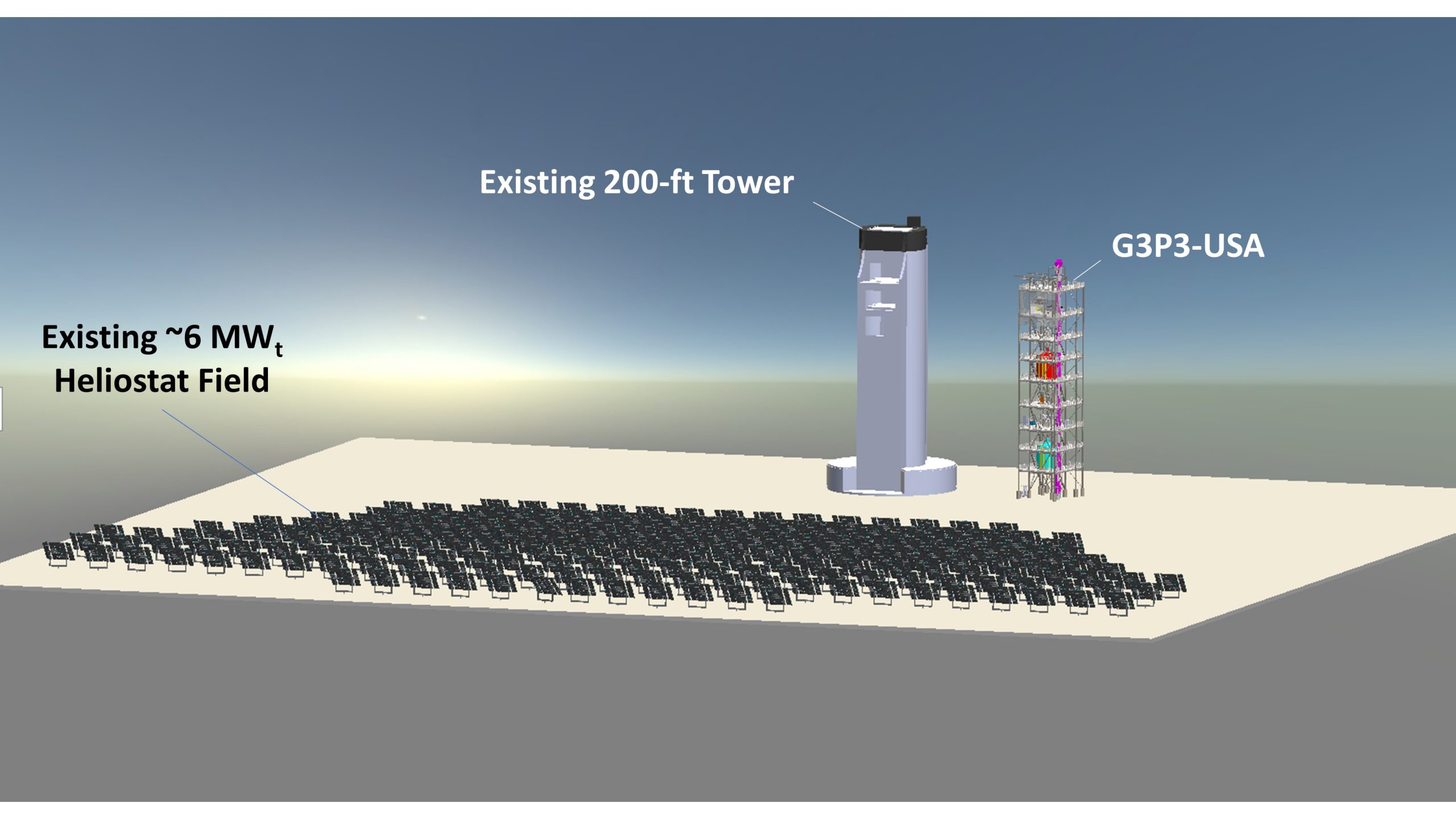
The objectives of the Gen 3 Particle Pilot Plant (G3P3) project are to design, construct, and operate an integrated system that de-risks a next-generation, particle-based concentrating solar power (CSP) technology to produce clean, utility-scale electricity with long-duration energy storage. The proposed multi-MWt G3P3 system will utilize the existing field of heliostats at Sandia’s National Solar Thermal Test Facility (NSTTF) to concentrate the sunlight to a particle receiver that heats particles to over 700 °C, enables at least six hours of particle-based energy storage, and heats a working fluid (e.g., sCO2 or air) to ≥ 700°C while demonstrating the ability to meet cost and performance goals.
G3P3 development is taking place at the National Solar Thermal Test Facility, the only test facility of its type in the United States. Our team consists of the Georgia Institute of Technology, King Saud University, Australian Solar Thermal Research Initiative (CSIRO, U. Adelaide, Australian National University), CNRS-PROMES, German Aerospace Center, EPRI, Bridgers & Paxton, Bohannan Huston, Inc., SolarDynamics, Carbo Ceramics, Solex Thermal Science, Vacuum Process Engineering, FLSmidth, Materials Handling Equipment, Allied Mineral Products, Matrix PDM Engineering, and Saudi Electricity Company.
Project Overview
Component Design and Development
In Phases 1 and 2, we successfully de-risked key elements of the proposed Gen 3 Particle Pilot Plant (G3P3) by improving the design, operation and performance of the G3P3 system through both modeling and testing of critical components (Figure 2). Modeling and test results have led to optimized designs of each component that meet desired performance metrics. Detailed drawings, piping and instrumentation diagrams, and process flow diagrams were generated for the integrated system, and structural analyses of the assembled tower structure were performed to demonstrate compliance with relevant codes and standards. Instrumentation and control systems of key subsystems were also demonstrated.
The major G3P3 components include:
Particles
CARBO Ceramics will provide new formulations for particles that have improved particle durability and maintain desired optical properties after long-term exposure to high temperatures (in-kind). KSU and Adelaide will investigate alternative cost-effective particles that can significantly reduce costs, especially when the temperature is only ~200 °C. ASTRI will carry out a sensitivity study on particle source/material (natural or synthesized) and properties (different sizes and density) in relation with falling particle hydrodynamics/heat transfer and durability/degradation. KSU will investigate other minerals such as red sands and olivine sands as well as other minerals found to be promising low-cost alternative to current bauxite-based products. We’ll investigate the physics of dust formation and particle attrition using high-resolution imaging methods under different particle conditions. Models will be developed using first principles or empirical correlations to predict particle attrition as a function of operating conditions in the G3P3 system.
Phases 1 and 2 Risk Reduction
- CARBO HSP 40/70 selected for G3P3-USA based on demonstrated solar absorptance, durability and flowability at high temperatures
- CARBO HSP 40/70 particles were exposed to 10,000 irradiance cycles reaching 1000°C per cycle which resulted in a 1% decrease in absorptivity. Particles held at a constant temperature of 800°C for 400 hours also resulted in a 1% decrease in absorptivity.
- Particle flow processes and alternative low-cost particles were evaluated
- Impact of particle properties on LCOE and other solar thermal applications were evaluated
Particle Receiver
A ≥1 MWt particle receiver is situated on top of a tower to heat the particles to nearly 800 °C in a single pass. The baseline design to accommodate required heating and mass flow rates is a directly-irradiated falling particle receiver system, but additional novel designs (centrifugal, obstructed, fluidized) and innovative patent-pending features (aperture covers, baffles, suction/recirculation, multistage release) will be considered in Phases 1 and 2 through partnership with international team members to reduce risks associated with achieving a 90% receiver thermal efficiency (commercial scale) at particle temperatures between ~570 and 775 °C. We will also implement automated particle mass-flow control methods to maintain constant particle outlet temperature and address risks associated with temporally and spatially varying solar flux.
Phases 1 and 2 Risk ReductionAdvective losses and wind were found to be the primary loss mechanisms in lowering thermal efficiencies in our previous receiver designsSeven new features (hood, quartz aperture covers, active airflow, multistage release, reduced volume receiver, SNOUT, and chimney) were simulated and/or tested in Phase 1 to reduce heat loss, mitigate wind impacts, reduce particle emissions, and minimize damage from high fluxes. Of these, three features (multistage release, reduced volume, and SNOUT) were shown to have significant impact (increasing receiver efficiency by over 10 percentage points in some cases) and are being implemented in the G3P3-USA receiver design.Rigorous optimization was applied to a 2 MWt G3P3-USA receiver geometry; simulated efficiencies expected to approach ~85 – 90%Over 250 hours of on-sun and ground-based testing were performed to investigate the impact of multistage release, reduced volume receiver, and automated particle flow control (PID) to regulate the particle outlet temperature
- Receiver efficiencies up to ~80 – 90% were achieved with new features
- PID controls were effective at maintaining particle outlet temperatures up to ~780 °C
- Multi-stage release was effective at cooling backwall temperatures
- Reduced cavity volume was effective at reducing advective heat loss
- Emission of particle dust was below EPA and NIOSH standards
100 MWe three-receiver tower design simulated with good wind resilience and efficiencies (> ~80%)
Watch our new particle receiver video clips.
(Videos courtesy of Brantley Mills, Sandia.)
Storage System
Candidate particles include commercial ceramic particles from Carbo Ceramic, but alternatives will also be considered to reduce costs and improve optical/thermal/mechanical properties. Scalable particle storage systems will be designed and engineered in Phases 1 and 2, working with industry partners. Our previous studies have investigated both steel and non-steel structures to reduce costs and risks associated with erosion and heat loss.
Phases 1 and 2 Risk Reduction
- Flat-bottomed G3P3 storage bins were designed to induce funnel flow, reducing wall erosion and heat loss via stagnant self-insulating particles
- Small-scale tests were performed to validate particle flow and heat-transfer models
- Pre-cast refractory liner materials were tested for erosion and thermal expansion; shotcrete application methods were investigated and tested
- Methods for cooling of concrete slab were investigated
- Tower-integrated and ground-based storage bins designs were evaluated for commercial systems with capacities from 10 – 100 MWe with consideration of heat loss (<1%) and the structural limitations of tower-integrated systems in regions with high seismicity
- Cost models for ground-based and tower-integrated storage were developed
Heat Exchanger and sCO2 Flow Systems
Small-scale moving-packed-bed and fluidized-bed particle heat exchangers that can operate at >700 °C and >20 MPa have been designed and studied by the team. Larger-scale (≥ 1 MWt) systems that meet performance requirements will be evaluated to reduce cost and performance risks based on lessons learned from these previous studies. Low particle-side heat transfer, material erosion, and high-temperature creep/fatigue are risks for the high-pressure tubes or plates that will contain the working fluid flowing through the heat exchanger. Component testing and analysis will be performed to better understand and mitigate these risks. We will also design and fabricate a ≥ 1 MWt sCO2 flow loop using lessons learned from the design of Sandia’s 100 kWt sCO2 loop to provide high-pressure sCO2 to the heat exchanger.
Phases 1 and 2 Risk Reduction
- Simulations and testing of 100 kWt SuNLaMP HX and shell-and-tube KSU heat exchanger provided lessons learned and informed design of G3P3 HX
- Shell-and-plate G3P3 HX design with integral headers, closer plate spacing (~3 mm), and counterflow design provided >300 – 400 W/m2-K with <2% (500 kPa) pressure drop based on modeling
- Subscale (20 kWt) prototype was manufactured from stainless steel with novel design features to understand manufacturing steps and verify performance
- Subscale prototype was tested up to 500 °C at 17 MPa, which yielded overall heat transfer coefficients of >300 W/m2-K and pressure drop <7 kPa (0.04%)
- Particle flow testing was performed at 650 °C with varying plate spacing (1.5-6 mm) to demonstrate reliable and uniform particle flow in narrow vertical channels at operating temperature
- Bonding, brazing, and chemically etching of IN740H was conducted, but bond strength has not yet met ASME code requirement. Parallel efforts provided the bond, braze, and etch development for constructing the heat exchanger from IN617 and HR230
- sCO2 corrosion of 800H was larger than expected; corrosion testing is being planned for 800H, 740H, IN617, and/or HR230
Particle Lift
Our team has demonstrated the use of screw-type (Olds) elevators to lift high-temperature particles for previous on-sun testing, but the lift efficiency was low (~5%) due to friction, which likely caused significant particle abrasion and attrition. We will work with industry to consider alternative designs studied by the team such as mine hoists and bucket elevators to reduce risks of particle attrition and meet the desired performance requirements.
Phases 1 and 2 Risk Reduction
- Bucket elevator selected for G3P3-USA due to excessive costs for small-scale skip hoist; skip hoist was designed and evaluated for 100 MWe plant
- Heat loss from the G3P3 bucket elevator was modeled, and insulation was designed to minimize heat losses and particle temperature drops to < 3 °C
- Transient heat loss and costs were evaluated for commercial-scale skip hoist
Technoeconomic Analysis and Scale-Up
Preliminary models of a commercial 100 MWe particle power-tower system using the System Advisor Model (SAM) and EES have shown that particle-based CSP systems can meet the SunShot goal of $0.06/kWh using recently published capital costs for particle-based components with a receiver efficiency as low as 85% if the storage costs are reduced from $22/kWht to $15/kWht. In addition, results show that the G3P3 technology can be used as a peaker plant with three to six hours of storage and LCOE < $0.10/kWh. Cost advantages in the particle receiver and storage can result from eliminating costly high-temperature metal alloys to hold and convey fluids. Direct storage of the particles also provides cost advantages over gas-based systems, which require additional heat exchangers and storage media. Sandia and ANU will develop technoeconomic analyses for the G3P3 system based on findings from Phases 1 and 2, and EPRI will lead market adoption studies of particle-based CSP systems. By the end of Phase 2, we will have a detailed design of the G3P3 systems with updated technoeconomic analyses for both the pilot-scale and commercial-scale systems.
Summary
The end goal of this project is to have completed > 2000 hours of combined testing of the G3P3-USA and G3P3-Saudi integrated particle-receiver systems that meet desired SunShot metrics and demonstrate a thermal duty ≥ 1 MWt for the receiver and heat exchanger, which heats a working fluid (sCO2 and air for G3P3-USA and G3P3-Saudi, respectively) to >700 °C. Steady-state and transient operations will be demonstrated with inclusion of start-up and shut-down procedures, as well as deferred energy delivery with 6 hours of storage. Key results and findings (except for specific intellectual property) will be published in conference papers or journal articles. A clear path towards commercialization will be identified, if not demonstrated, through our international development efforts.
This work is funded by the U.S. Department of Energy Solar Energy Technologies Office as part of Gen 3 Concentrating Solar Power initiative. To learn more about the initiative, visit Generation 3 Concentrating Solar Power Systems (Gen3 CSP). The U.S. Department of Energy’s Solar Energy Technologies Office supports early-stage research and development to improve the reliability and performance of solar technologies. Learn more at the Solar Energy Technologies Office. You can also visit Sandia CSP projects or view the DOE CSP G3P3 profile page.
Particles in Action
(Videos courtesy of Jin-Soo Kim, CSIRO)
Contact
Jeremy Sment
jsment@sandia.gov
Publications
Receiver
- Receiver Outlet Temperature Control For Falling Particle Receiver Applications
- Design and Testing of a Recirculating Dust Removal Loop for High-Temperature Particle Receivers
- Design Evaluation of a Next-Generation High-Temperature Particle Receiver for Concentrating Solar Thermal Applications
- A review of high-temperature particle receivers for concentrating solar power
- On-Sun Performance Evaluation of Alternative High-Temperature Falling Particle Receiver Designs
- Characterization of Particle Flow in a Free-Falling Solar Particle Receiver
- Particle Mass Flow Control for High-Temperature Concentrating Solar Receivers
- Annualized thermal performance of intermediate-scale falling particle receivers
- Characterization of Particle and Heat Losses from Falling Particle Receivers
- Modeling the Thermal Performance of Falling Particle Receivers Subject to External Wind
- Effect of Quartz Aperture Covers on the Fluid Dynamics and Thermal Efficiency of Falling Particle Receivers
Storage
- Thermal performance evaluation of lining materials used in thermal energy storage for a falling particle receiver based CSP system
- Optimization of Storage Bin Geometry for High Temperature Particle-Based CSP Systems
Heat Exchanger
- Design of a 1 MWth Supercritical Carbon Dioxide Primary Heat Exchanger Test System
- Design and operating considerations for a shell-and-plate, moving packedbed, particle-to-sCO2 heat exchanger
Particle Lift and Conveyance
- Design and Analysis of a High Temperature Particulate Hoist for Proposed Particle Heating Concentrator Solar Power Systems
- Particle Lift Challenges and Solutions For Solid Particle Receiver Systems
System and Technoeconomics
- Assessment of Particle Candidates For Falling Particle Receiver Applications Through Irradiance and Thermal Cycling
- Technoeconomic Analysis of Alternative Solarized s-CO2 Brayton Cycle Configurations
- Parametric Analysis of Particle CSP System Performance and Cost to Intrinsic Particle Properties and Operating Conditions
- Gen 3 Particle Pilot Plant (G3P3) – High-Temperature Particle System for Concentrating Solar Power (Phases 1 and 2)
External Partner Publications
- University of Adelaide Gen 3 Particle Pilot Plant (G3P3) Final Report
- ANU System modelling and optimization of a particle-based CSP system
- CNRS-PROMES Assessment of the Fluidized Particle-in-Tube Technology
- King Saud University and Saudi Electricity Company – G3P3-KSA Final Report
Presentations
- Gen3 Particle Pilot Plant (G3P3)–Next Generation Concentrating Solar Thermal Power
- G3P3 Overview Presentation
- High-Temperature Particle-to-sCO2 Heat Exchanger
- Optimization of Storage Bin Geometry for High Temperature Particle-Based CSP Systems
- Parametric Analysis of Particle CSP System Performance and Cost to Intrinsic Particle Properties and Operating Conditions
- Characterization of Particle and Heat Losses from Falling Particle Receivers
- Modeling the Thermal Performance of Falling Particle Receivers Subject to External Wind
- Optimization of Storage Bin Geometry for High Temperature Particle-based CSP Systems
- Effect of Quartz Aperture Covers on the Fluid Dynamics and Thermal Efficiency of Falling Particle Receivers
- Particle Lift Challenges and Solutions for Solid Particle Receiver Systems